In high-precision CNC machining, a single micron often separates a conforming aerospace component from scrap. While engineers dedicate significant resources to optimizing tool paths, spindle speeds, and coolant chemistry, the physical barriers protecting the machine’s guideways are frequently overlooked. Specifically, premature degradation of machine tool way covers remains a leading cause of unscheduled downtime and geometry deviations in precision manufacturing.
According to international machine tool failure analyses, up to 35% of unexpected mechanical breakdowns on three- and five-axis milling centers trace back to guideway contamination. When debris bypasses protective barriers, it alters the coefficient of friction along the linear guides. This shift triggers a cascade of issues, beginning with servo motor over-current alarms and ending with permanent mechanical wear.
This article provides an in-depth analysis of the design mechanics, thermodynamic impacts, and maintenance protocols of machine tool way covers. By understanding these components, manufacturing engineers and maintenance managers can optimize machine reliability, safeguard capital investments, and reduce total cost of ownership.
The Over-Specification Trap: Inertia vs. Protection
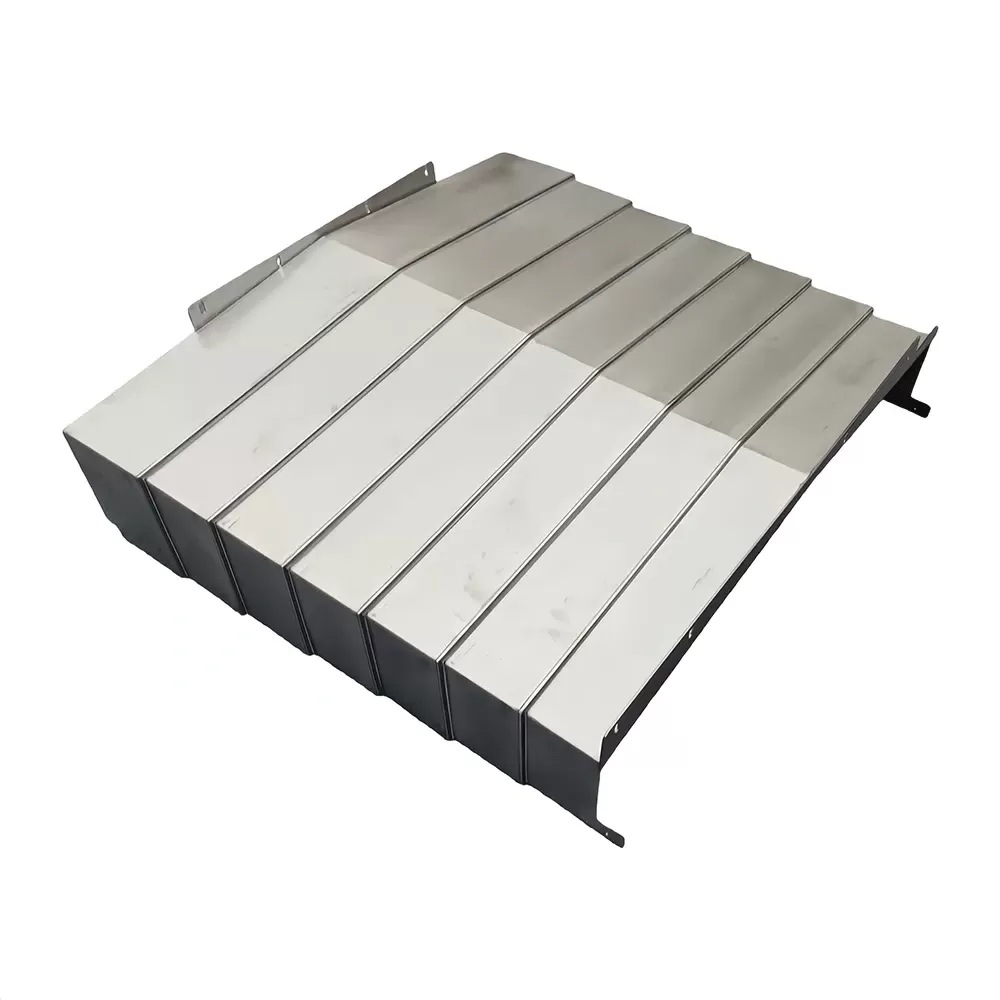
A common misconception in heavy manufacturing is that thicker steel plates inherently yield more durable way covers. While 3mm heavy-gauge steel provides robust resistance to heavy, hot chips in large-scale gantry mills, using over-specified steel on high-speed machining centers (exceeding 60 m/min rapid traverse) can compromise machine performance.
Every additional kilogram of steel added to a telescopic way cover increases the moving mass of the linear axis. This added mass directly alters the dynamic behavior of the machine tool. High acceleration rates require the servo motors to draw more current to overcome this increased inertia, generating excess thermal energy within the servo system.
This thermal energy transfers to the machine casting, causing localized
thermal expansion. Consequently, over-specifying cover thickness to prevent
physical damage can lead to structural thermal growth, compromising linear
accuracy. At
For high-acceleration applications (exceeding 1G), selecting high-strength, lightweight alloys or thin-gauge stainless steel stiffened with internal ribbing provides a more balanced solution. This approach delivers necessary chip resistance without overloading the machine’s drive systems.
The Kinetic-Barrier Triad Framework
To assist engineering teams in evaluating way cover performance, we utilize a structured framework called The Kinetic-Barrier Triad. This framework divides cover functionality into three interdependent pillars: Mechanical Shielding, Thermodynamic Dissipation, and Dynamic Load Management.
If any single pillar is compromised, the overall reliability of the machine tool axis degrades. Utilizing this model helps transition maintenance strategies from reactive troubleshooting to proactive optimization.
1. Mechanical Shielding: This pillar focuses on preventing foreign materials—ranging from hot titanium chips to sub-micron ceramic dust—from contacting the guideways. The key variables here include wiper lip geometry, material hardness, and the pre-tension force of the telescopic boxes.
2. Thermodynamic Dissipation: High-speed machining generates substantial localized heat. Way covers must withstand hot chips (often exceeding 300°C) without transferring this heat directly to the underlying linear guides. This requires careful material selection and optimized airflow within the enclosed volume.
3. Dynamic Load Management: As way covers compress and expand, they must not introduce irregular forces to the linear axes. This involves maintaining consistent friction across all telescopic segments through balanced brass guides, damping elements, and glide shoes.
Material Science and Wiper Mechanics
The operational life of machine tool way covers depends heavily on the interface between individual telescopic segments. This interface is managed by the wiper system. Wiper lips must scrape away abrasive particles while resisting degradation from synthetic coolants and cutting oils.
Standard polyurethane wipers offer excellent abrasion resistance but can degrade when exposed to ester-based synthetic coolants. Over time, chemical exposure can cause the polyurethane to swell, soften, or crack, allowing fine debris to bypass the seal and reach the precision linear guides.
For applications involving aggressive chemical coolants or high-speed dry machining, fluorine-rubber (FKM) or vulcanized NBR bonded to stainless steel carriers is generally preferred. These materials maintain their structural integrity at elevated temperatures and resist chemical degradation, ensuring reliable performance in demanding environments.
Wiper pre-tensioning is also critical. Insufficient pre-tension allows fine chips to lodge beneath the wiper lip, acting as an abrasive paste against the steel covers. Conversely, excessive pre-tension increases friction, accelerating wiper wear and increasing the load on axis servo drives.
The Way Cover Diagnostic and Selection Matrix
The following matrix serves as an engineering tool to guide the selection and optimization of machine tool way covers based on specific manufacturing environments.
| Machining Environment | Primary Debris Profile | Key Cover Vulnerability | Recommended Material & Wiper Configuration |
|---|---|---|---|
| Heavy-Duty Milling (Steel/Titanium) | Large, high-mass hot chips (200°C–400°C) | Impact deformation and hot-chip melting of wipers | Telescopic steel (1.5mm–3mm) with stainless steel-clad wipers and brass scrapers. |
| High-Speed Aluminum Machining | High-volume, fine stringy chips; high-velocity coolant | Coolant ingress and chip build-up in telescopic joints | Lightweight high-tensile steel, high-durability polyurethane wipers, and integrated coolant drain channels. |
| Ceramic/Composite Grinding | Abrasive micro-dust, highly corrosive slurry | Extreme abrasive wear on wipers and linear guides | Hermetically sealed bellow covers or multi-layer telescopic covers with continuous air purging. |
Three Common Misconceptions Regarding Way Covers
Are bent telescopic boxes repairable on-site?
While minor cosmetic blemishes can be flattened manually, restoring the precise geometry of a deformed telescopic box on the shop floor is difficult. Way covers are manufactured to tight tolerances to maintain seal integrity during high-speed travel. Manual straightening often leaves micro-gaps or introduces twisting, which can lead to rapid wiper wear and increased servo load.
Do high-pressure coolant systems affect cover lifetime?
Yes. High-pressure coolant systems (70 bar and above) can erode standard wiper lips over time. If coolant is directed toward the way cover joints, it can bypass the seals, washing away guideway lubrication and introducing fine particles into the linear bearings. For these environments, custom deflectors and specialized cover geometries are highly recommended.
How often should wipers be replaced on high-use CNC axes?
Wiper inspection should be part of a standard preventive maintenance schedule. In double-shift, high-output production environments, replacing wiper elements every 12 to 18 months is a common industry benchmark. Delaying replacement until visual leaks occur often results in damage to the more expensive underlying guideways.

Proactive Maintenance Protocol
To maximize the service life of machine tool way covers and ensure consistent machine precision, facility managers should implement a structured maintenance routine. The following checklist provides a foundation for a preventive maintenance program:
Daily Inspection: Wipe down outer way cover surfaces to remove heavy chip accumulation. Check for visible dents or alignment issues.
Weekly Cleaning: Clean the joints between telescopic boxes. Ensure that coolant drain ports are clear of chips to prevent pooling.
Monthly Lubrication: Apply a thin coat of way-lube oil to the sliding steel surfaces to reduce friction and prevent corrosion. Do not use heavy greases, which can attract abrasive dust.
Semi-Annual Alignment Check: Measure the parallelism of the cover guides relative to the machine bed. Even minor misalignments can accelerate wiper wear on one side of the axis.
Engineering Reliability Into Every Axis
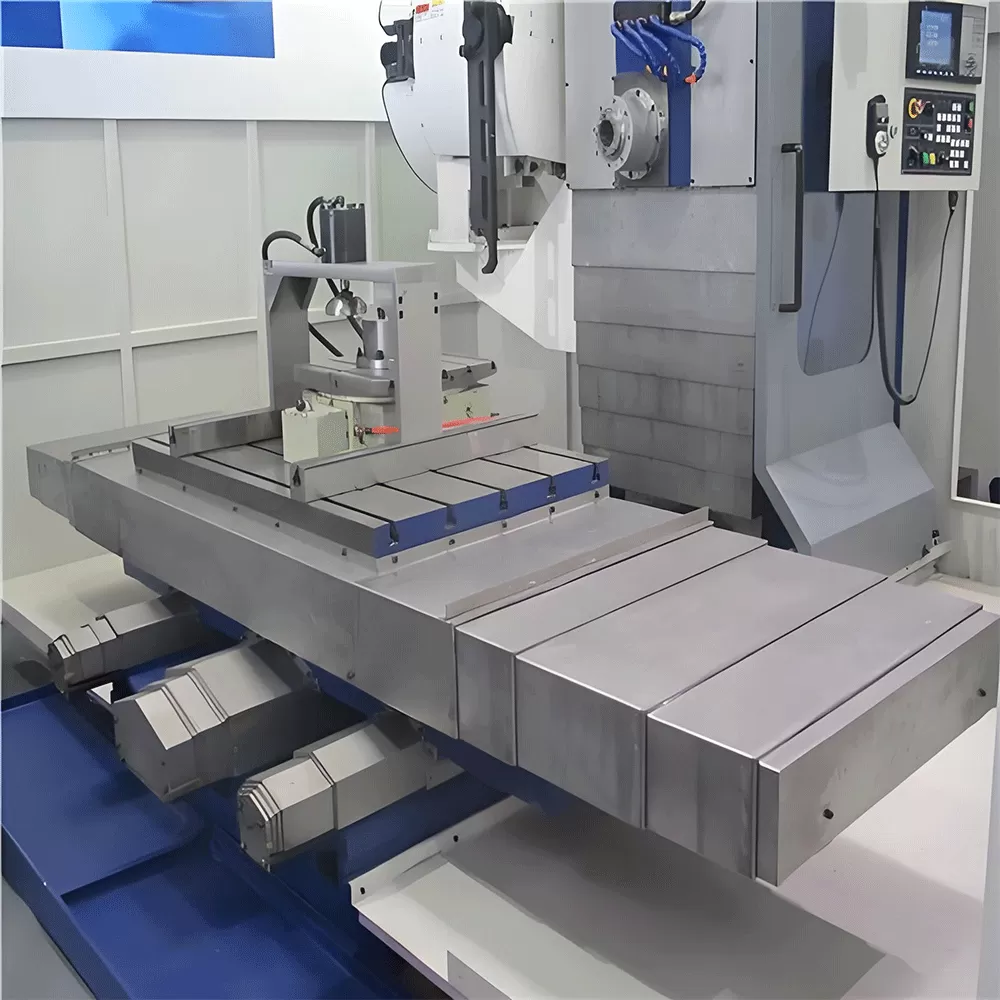
Optimizing the performance of CNC machinery requires attention to detail across all system components. Machine tool way covers are not merely passive sheet metal assemblies; they are critical components designed to protect precision linear motion systems from harsh manufacturing environments.
By understanding the balance between structural weight, material compatibility, and wiper dynamics, manufacturing facilities can avoid premature failures and maintain machining accuracy over the long term. Partnering with experienced manufacturers like QUNHUI allows organizations to source engineered protection systems tailored to their specific operational demands.
If your production facility is facing challenges with premature way cover wear or axis servo overload, consult with our engineering team today to review your current configurations and explore custom protection solutions.