_172545.webp)
For production managers and machine tool builders, the way cover is rarely a casual purchase. It must withstand hot chips from Inconel turning, abrasive graphite dust, or pressurized coolant that finds every gap. A failure leads to way damage, axis drift, and unplanned downtime—costs that quickly exceed the cover itself. This guide focuses on technical selection criteria, wear patterns, and retrofit solutions that keep linear guides operational in 3-shift environments. We integrate field data from high-volume automotive and aerospace lines, referencing QUNHUI designs where application-specific reinforcements apply.
1. Why Standard Enclosures Fail in Modern Machining
Today’s CNC centers run faster spindle speeds and harder materials than a decade ago. The resulting chip streams are sharper, hotter, and more chemically active. Standard accordion-style boots or simple telescopic steel covers often allow particle ingress through side gaps or wiper edge fatigue. Over six months, microscopic abrasion increases rolling friction by 18–22% (internal wear tests), causing servo load spikes and positioning errors. A purpose-engineered cnc way cover must address three simultaneous threats: thermal deformation of the cover itself, hydraulic pressure from directed nozzles, and harmonic vibration from rapid traverses (30+ m/min).
Operators frequently report that chip packing under the cover causes the most sudden failures. When swarf compresses against the front flange, the cover buckles or the wiper extrudes. This is not a lubrication issue—it is a design geometry issue. The cover profile needs chip breakers or stepped overlaps that eject material rather than trap it.
2. Core Construction Types for Different Contaminants
Selecting a cnc way cover starts with particle size, coolant type, and axis stroke. Below are the primary industrial classifications with performance boundaries.
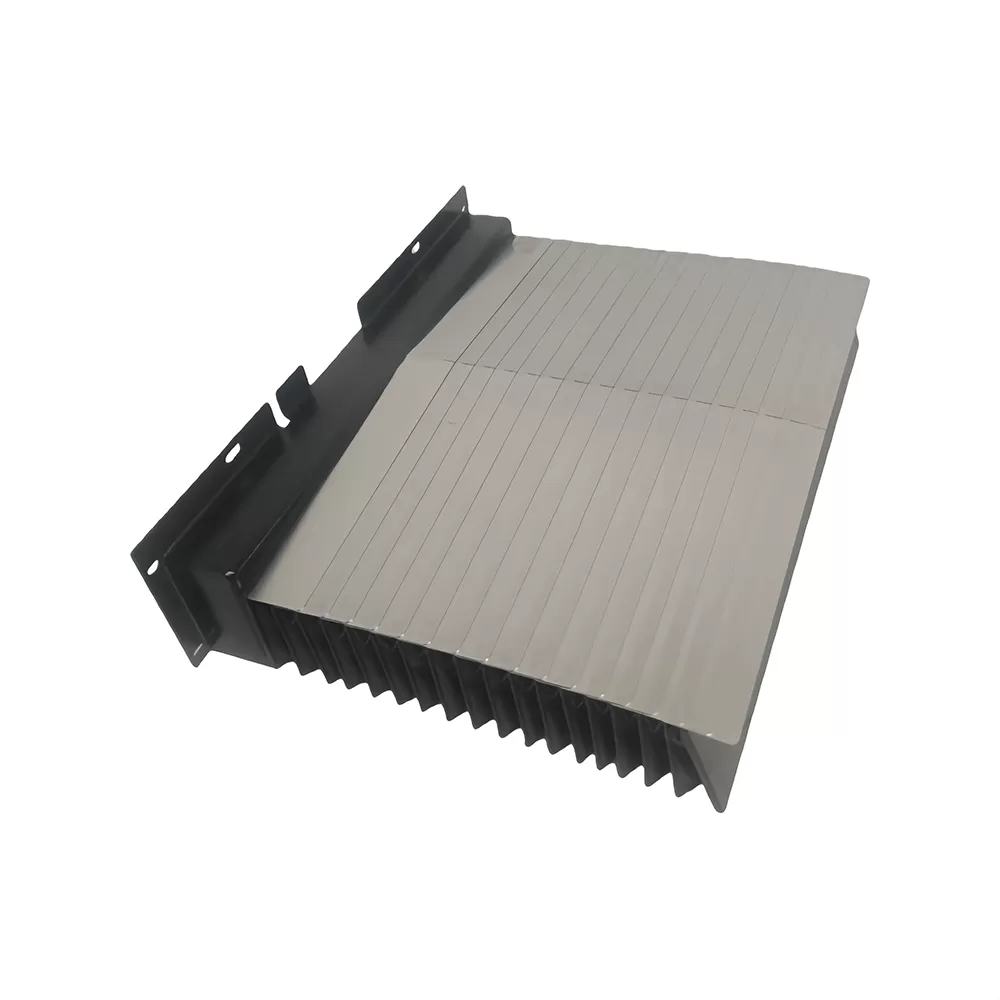
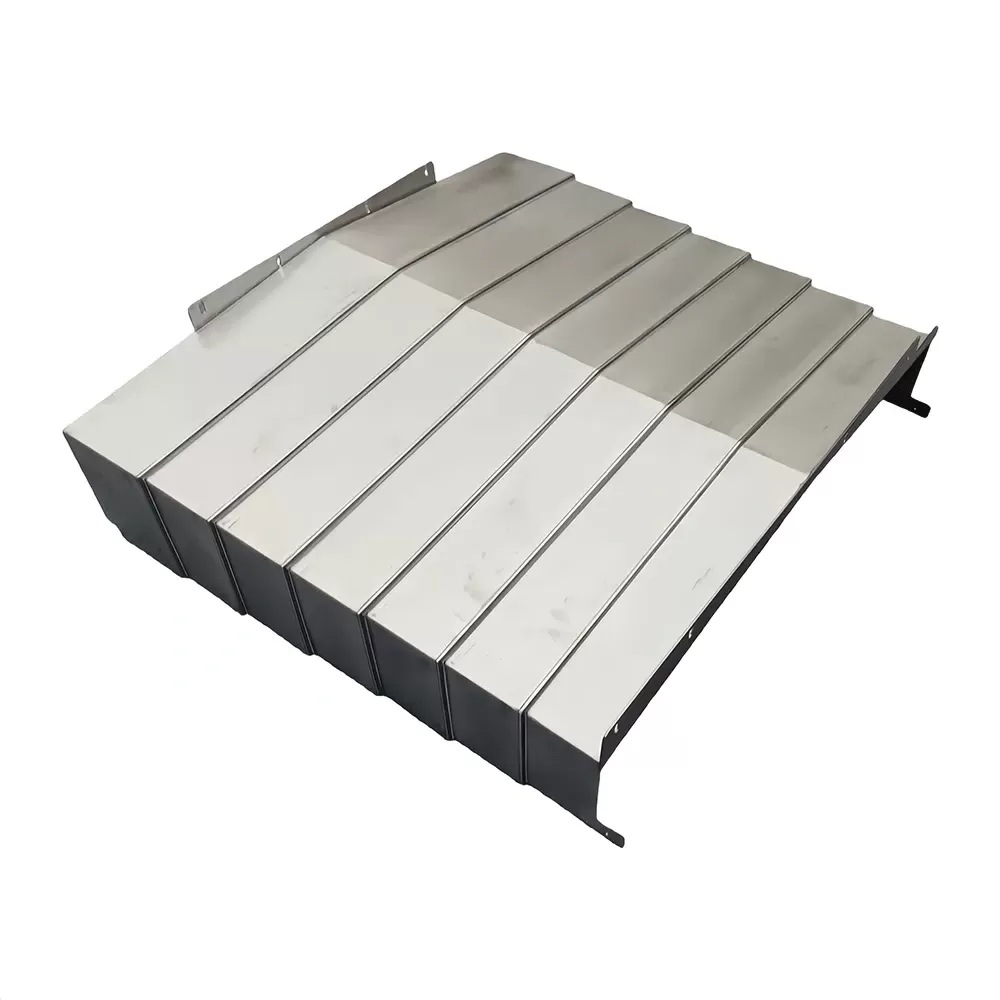
2.1 Telescopic Steel Covers (Box Style)
Ideal for: Heavy ferrous chips, stamping debris, large casting grit.
Limit: Unsupported spans >2.5m require intermediate rollers; noise at high acceleration.
Sealing: Labyrinth joints with polymer wipers — typical ingress protection IP4X to IP5X.
Material: ST52 or 304 stainless for corrosive coolants.
2.2 Bellows / Accordion Covers (Elastomer-Coated Fabric)
Ideal for: Graphite, wood composites, dry machining, low temperature rise.
Limit: Not resistant to hot chips (>120°C) or chlorinated cutting oils.
Sealing: Fold geometry with internal stiffeners; can achieve IP6X if edges are bonded.
Failure mode: Fold fatigue at hinge points after 500k cycles.
2.3 Hybrid Armor-Style Covers
Steel base plates + elastomer hinge segments. Used in large gantry mills where both vibration and fine dust are present.
Typical application: floor-type boring mills with 6m+ X-axis travel.
Each type has trade-offs. For example, telescopic steel offers high chip impact resistance but adds moving mass (inertia) to the axis drive. For retrofits on older machines, fabric bellows are lighter but need frequent inspection. QUNHUI provides a decision matrix based on machine duty cycle, helping plant engineers avoid over-specifying (cost) or under-specifying (failure).
3. Critical Dimensional Parameters for Retrofit Success
When replacing a damaged cnc way cover, three measurements determine fit and function:
Compressed length: Must clear limit switches and way lube nozzles at home position.
Extended length: Over-extension pulls the last plate from its guide – leading to cover detachment.
Side clearance: Distance between the way cover side wall and adjacent rail. Too tight causes friction; too wide invites chip ingress.
Advanced designs incorporate adjustability via slotted mounting holes ±5mm. For high-precision grinding machines (tolerances below 3µm), even thermal expansion of the cover must be compensated. Manufacturers like QUNHUI offer preload wipers that maintain constant contact force across -10°C to 60°C shop floor variations.
4. Wiper Systems and Contaminant Exclusion
The wiper is the front-line defense. Polyurethane (PU) 85 Shore A is standard for general machining. For abrasive ceramic or carbon fiber, replace with Teflon-filled PU or bronze-impregnated rubber. Three wiper configurations dominate:
Single lip: Basic dry-chip protection; allow chips to fall off.
Double lip with air purge: For fine dust – compressed air flows between lips, pushing particles outward.
Magnetic wiper: Used on ferrous chips; magnetic strip collects steel particles before they abrade the seal.
Wiper life correlates directly with surface finish of the cover’s sliding plates. A ground finish (Ra ≤0.8µm) extends wiper life by 300% compared to mill-finished plates. Many suppliers skip this step to reduce cost, but the resulting micro-leakage accelerates rail wear.
5. Industry-Specific Challenges and Engineered Solutions
Different production environments impose unique stresses. Below are real-world cases from automotive and heavy equipment sectors.
5.1 High-Pressure Coolant (70 bar+) – Hydraulic Wedging
In deep-hole drilling and hard turning, coolant jets can lift the cover plates, forcing fluid underneath. Standard lip seals fail. Solution: Interlocking stepped plates with a drain channel that relieves pressure. Tests show a 90% reduction in fluid migration when using a dual-chamber labyrinth. The cover must also resist corrosion from sulfurized coolants – 316 stainless or anodized aluminum is mandatory.
5.2 Graphite and Carbon Fiber Dust – Electrostatic Adhesion
Fine conductive dust builds up on way surfaces and can short sensor cables. Standard bellows allow dust to accumulate in folds. Solution: A smooth telescopic cover with continuous grounding strap and a low-friction coating (MoS₂ infused). The cover geometry should eliminate horizontal ledges where dust can settle.
5.3 High-Temperature Machining (Titanium, Nickel alloys)
Chip temperatures reach 600°C. Even short contact with a steel cover causes local annealing. Solution: Dual-wall air-gap covers – an inner plate deflects chips, an outer plate stays cool. Alternatively, ceramic-fiber covered bellows with radiative heat shield. QUNHUI has supplied such dual-wall systems for aerospace blade manufacturers where cover surface temperature must stay below 60°C to protect automatic lubrication lines.
6. Maintenance Indicators and Predictive Replacement
Waiting for visible damage to a cnc way cover is a mistake. Use these early signs to schedule retrofit:
Increased axis current (monitor via drive parameters) – often due to cover plate binding.
Coolant consumption rise – suggests fluid passing the cover into the base sump.
Wiper streaks after a clean pass – particles are embedded under the lip.
Unusual sliding noise during rapid moves – worn guide bearings inside the cover.
Proactive maintenance replaces covers every 8,000–10,000 operating hours in heavy chip environments. For precision grinding, replace at 5,000 hours or when wiper leaks appear. A thorough inspection includes removing the cover and measuring guide rail contamination with a white cloth test – any dark residue indicates seal failure.
7. Cost-Benefit of Custom vs. Standard Covers
Standard off-the-shelf covers are available for common machine models (Haas, DMG MORI, Mazak). However, if your machine has auxiliary attachments (chip conveyor modifications, laser measurement systems), a standard cover may require field cutting – which compromises sealing. Custom-engineered covers add 20-30% to upfront cost but reduce downtime by eliminating adaptation weak points. For high-volume production lines (≥2 shifts), custom designs pay back within 4 months based on avoided way grinding and bearing replacement.
Custom features worth specifying:
Integrated chip scraper blade (hardox steel) for sticky aluminum chips.
Side brush strips for machines with edge-mounted linear scales.
Access hatches for manual cleaning without removing the cover.
When ordering replacements, always provide the original cover’s compressed and extended length, plus photos of wear patterns. A specialized supplier like QUNHUI can reverse-engineer obsolete covers from Japanese or European machines where original drawings are lost.
8. Installation Errors That Reduce Cover Life
Even a high-quality cover fails early if mounted incorrectly. The most common field errors:
Misaligned tracks: The cover’s rolling elements (or sliding pads) must be parallel to the way axis within 0.2mm/m. Diagonal mounting creates uneven load and wiper tear.
Over-tightened fasteners: This warps the mounting flange, creating a gap for chip entry.
Missing cable protection: In milling centers, the cover often shares space with cable carriers. Without a separator, cables abrade the cover’s side plates.
Ignoring expansion gaps: Covers on long-axis machines need a floating mount at one end – rigid fixing both ends causes buckling when the frame heats.
After installation, run a dry cycle and listen for clicking or scraping. Check for residual coolant dripping under the cover after the machine sits idle – that confirms a seal leak.
Frequently Asked Questions (FAQs)
Q1: How do I measure my existing CNC way cover for a replacement without removing it?
A1: Use the machine’s software to home the axis, then manually move to the farthest positive limit. Measure the distance between the fixed front mounting point and the moving rear bracket. This gives the extended length. Compressed length is measured at home position, but subtract 5-10mm for safe compression. If measurements vary, always prioritize the maximum extended length – a cover that over-extends by 10mm will separate its plates.
Q2: Can I retrofit a telescopic steel cover onto a machine originally fitted with bellows?
A2: Yes, but you must check three constraints: available mounting depth (telescopic covers are thicker when compressed), added axis weight (steel is heavier than fabric, possibly requiring gas spring assist), and side clearance for the steel profile. For many machining centers, the conversion is possible with adapter brackets, but consult the machine builder regarding servo load margins. QUNHUI offers lightweight aluminum telescopic covers as an intermediate solution.
Q3: What is the typical lead time for a custom-engineered cnc way cover?
A3: For a cover with standard materials (ST52 steel, polyurethane wipers) and no complex cutouts, typical lead time is 15–20 working days after final drawing approval. Rush orders (air freight) can be 8–10 days. Covers with special coatings (PTFE-impregnated anodizing) or stainless steel add 5–7 days. Always keep spare wiper sets – they ship within 48 hours.
Q4: How do I prevent cover plate noise during rapid traverse (40 m/min)?
A4: Plate slapping occurs when cover plates are not preloaded against each other. Install wave spring washers between telescopic sections or use fabric-backed bellows with internal polyamide stiffeners. Another method: apply a polymer damping patch (3M™ VHB tape on the inner face) to change the natural frequency. High-speed machining centers often use carbon-fiber-reinforced cover plates to reduce both mass and vibration.
Q5: Why does coolant turn milky white even though the way cover looks intact?
A5: Milky emulsion indicates microscopic contamination – usually from way lubricant mixing with coolant. This means the cover’s internal seals are allowing fine oil mist from the linear guides to escape into the coolant tank, or coolant is seeping into the way lube system. Inspect the cover’s bottom drain holes (they must be open) and check if the wiper lip is curled outward. Replacing the wiper and flushing the way cavity typically solves the issue. Persistent cases require a cover redesign with separate oil return channels.
Protecting Your Linear Investment
The cnc way cover is not a passive shield but an active component interacting with chips, coolant, and axis dynamics. Choosing the wrong type results in way damage every 6-12 months, while a properly matched cover can last 3-5 years even in tough environments. Evaluate your specific contaminants, axis speeds, and thermal loads before specifying. For machines running critical production (automotive engine blocks, aerospace structural parts), invest in custom-engineered covers with documented wiper pressure and material certificates.
Need a replacement or upgrade for your CNC way cover system? Share your machine model, current cover photos, and operating conditions. QUNHUI provides application engineering support, 3D scanning for reverse engineering, and on-site installation supervision for large-scale retrofits.
Request a quotation or technical consultation → Contact our engineering team directly with your axis dimensions and chip type. Fast response, no generic proposals.