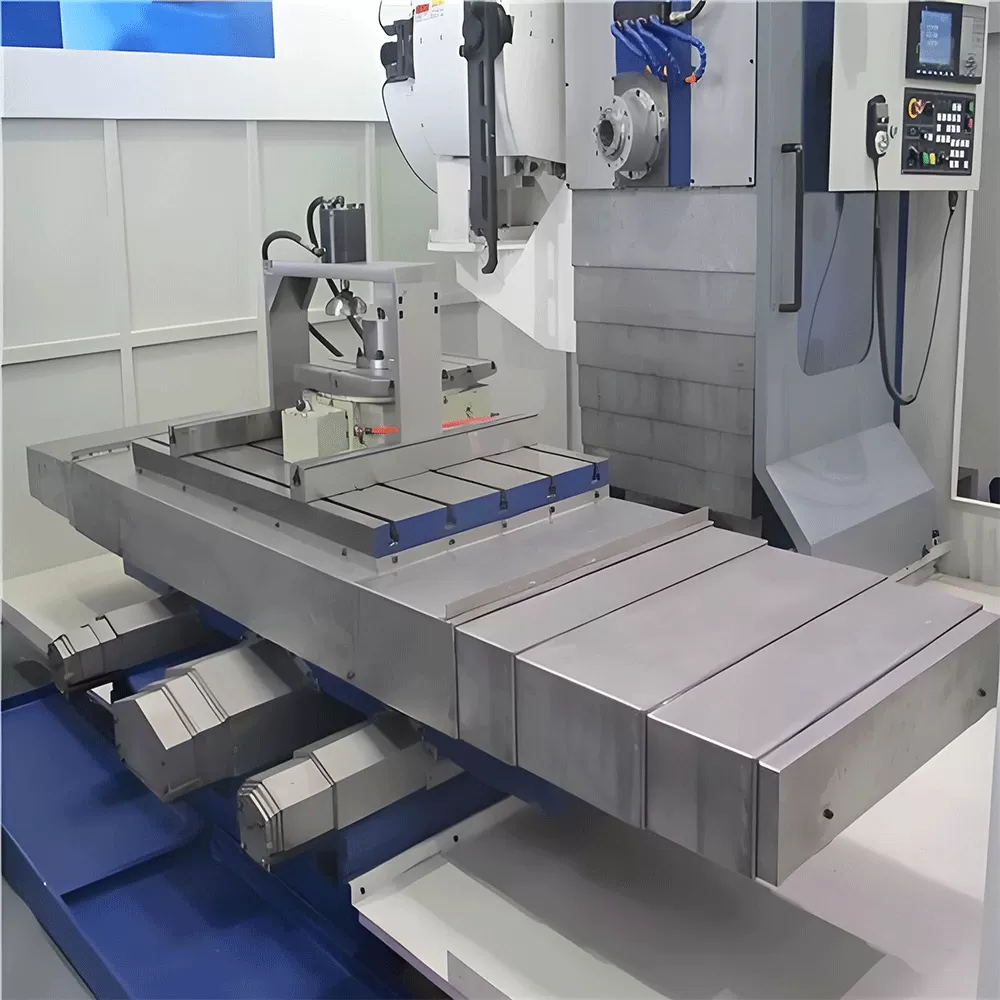
In CNC machining centers, grinding machines, and industrial robots, linear guideways and ball screws operate under constant threat from metal chips, abrasive dust, coolant mist, and microscopic debris. Contamination ingress leads to premature wear of precision components, positioning errors, and unplanned downtime. Among protective solutions, the accordion bellows cover remains the most adaptable design, combining a compact folded structure with flexible sealing. However, not every bellows cover delivers the same protection level. Procurement engineers and maintenance managers need a systematic method to evaluate materials, fold geometry, mounting interfaces, and dynamic behavior. This article breaks down the engineering criteria, with practical notes from manufacturers like QUNHUI.

What Is an Accordion Bellows Cover? Core Construction and Function
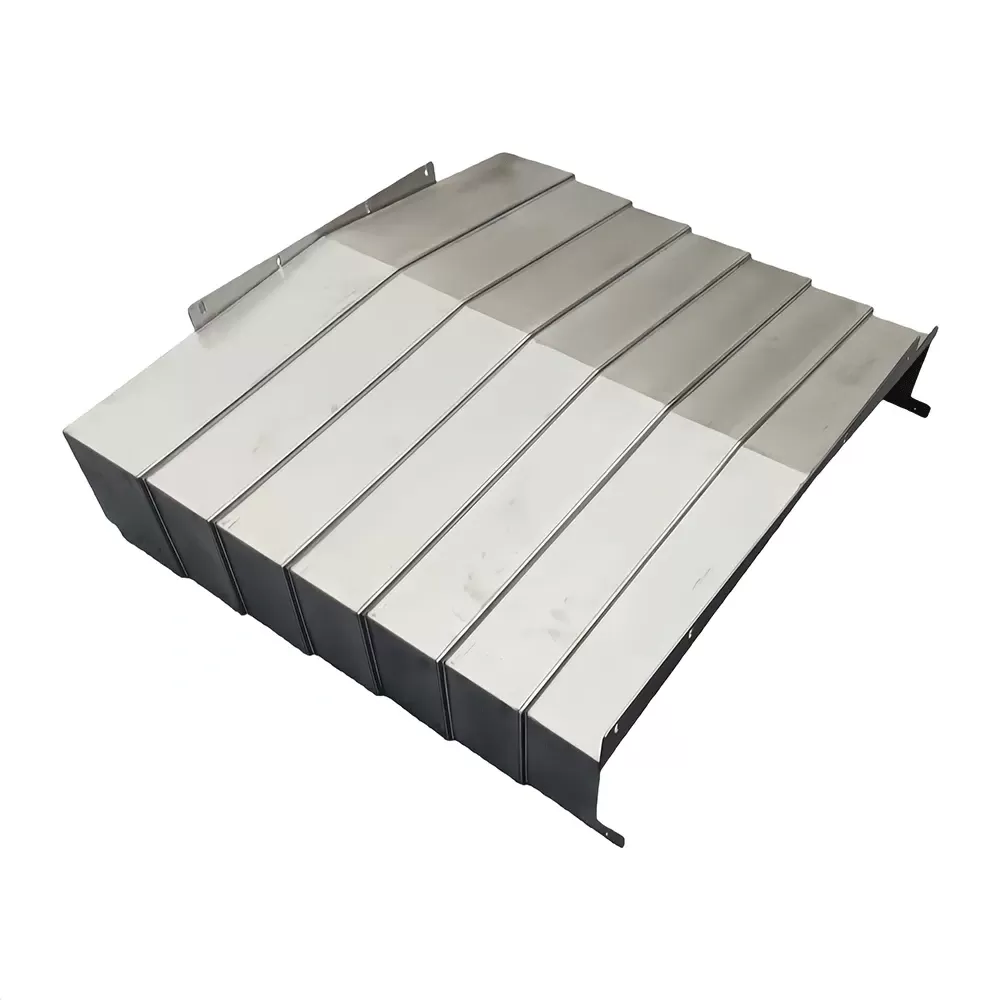
An accordion bellows cover is a flexible, foldable shield that expands and contracts linearly following machine axis movement. Unlike rigid telescopic steel covers, the accordion design relies on a series of "V" or "U" shaped folds (convolutions) molded or welded from elastomer-coated fabric or pure rubber. When the machine axis moves, the folds compress or extend, continuously covering the guideway or screw. The main components include:
Bellows body: Manufactured from neoprene, Hypalon, or polyurethane-coated polyester fabric, or solid polyurethane for high abrasion resistance.
Internal support frames (optional): Wire-reinforced or plastic stiffeners inserted every few folds to prevent sagging on long strokes.
Mounting flanges: Aluminum or steel plates attached to both ends, with predrilled holes for bolting to the machine carriage and fixed base.
Sealing lips: Additional wiper profiles on the outer folds to scrape away coarse chips before they enter the fold valleys.
Selecting a reliable accordion bellows cover supplier requires verifying each component's compatibility with the machine's stroke length, speed (up to 60 m/min or more), and environmental factors (coolant type, operating temperature). QUNHUI, for instance, offers design sheets that calculate the number of folds based on extended vs. compressed length, ensuring no overstretching.
Why Do Accordion Bellows Covers Fail Prematurely? 6 Common Failure Patterns
Based on field reports from automotive transfer lines and heavy-duty milling centers, these failure modes repeatedly appear. Understanding them helps buyers ask the right questions.
1. Fold Cracking Due to Repeated Flex Fatigue
Each extension-compression cycle strains the material at the fold root. Low-quality PVC or rubber compounds develop micro-cracks after 500,000 cycles, especially in cold workshops (below 5°C). A properly formulated polyurethane-coated fabric can withstand 2 million cycles at -20°C without cracking. Ask suppliers for flex test data (DIN 53351 or ISO 5402).
2. Coolant-Induced Swelling and Softening
Water-soluble coolants, especially those containing amines or chlorine additives, attack standard neoprene. The material swells, loses shape retention, and eventually disintegrates. For machines using full synthetic coolants, specify an accordion bellows cover made of thermoplastic polyurethane (TPU) or specially formulated nitrile rubber (NBR) with resistance to SKYDROL and other industrial fluids.
3. Chip Penetration Through Stitch Holes
Many fabric bellows are sewn with nylon thread along the fold seams. Hot metal chips (up to 120°C) melt the thread or create pinholes. Welded or thermally bonded seams eliminate this weakness. High-end designs from suppliers like QUNHUI use radio-frequency (RF) welding for thermoplastic fabrics, producing monolithic seams.
4. Permanent Compression Set
When the bellows sits compressed for long periods (e.g., machine powered off overnight), the folds may not fully rebound. This reduces the effective stroke and creates gaps. Closed-cell foam inserts inside the folds or spring-loaded wire frames prevent set. Verify the material's compression set value (ASTM D395, maximum 15% after 22 hours at 70°C).
5. Mounting Flange Fatigue
Vibration from high-speed milling loosens bolted flanges. Repeated vibration causes metal fatigue at the flange-to-bellows joint. Reinforced plates with wide clamping areas and vibration-damping gaskets solve this. Also, specify stainless steel bolts with thread-locking compound.
6. Inadequate Stroke-to-Fold Ratio
Some low-cost bellows use too few folds for a given stroke, forcing the fabric to stretch beyond its elastic limit. The correct ratio is: compressed length = fold depth × number of folds; extended length = (fold depth × number of folds) + (fold gap × number of folds). A reputable supplier provides a dimensional drawing confirming both states.
Critical Selection Parameters for Your Machine Tool
Before contacting an accordion bellows cover manufacturer, gather these five specifications. They directly influence design and longevity.
Stroke length (mm): Maximum travel distance from fully compressed to fully extended. Add 20 mm safety margin on both ends.
Cross-section clearance: Width and height available inside the machine bed or column. The bellows must not rub against adjacent hoses or limit switches.
Maximum axis speed (m/min): High-speed machining centers (above 40 m/min) require reinforced folds and low-friction outer surfaces to avoid fluttering.
Environmental media: List all coolants, cutting oils, cleaning solvents, and their concentration levels. Provide safety data sheets to the supplier.
Temperature range: Minimum ambient (winter) and maximum near spindle (chips can radiate heat). For grinding machines, hot swarf can exceed 150°C.
With these inputs, a professional manufacturer can propose material grades, fold pitch, and optional features like anti-weld spatter coating or antistatic fabric. QUNHUI provides a technical worksheet that converts machine parameters into a bill of materials for the bellows cover.
Material Comparison: Fabric-Coated vs. Solid Elastomer Bellows
Two major categories dominate industrial use. Each fits different scenarios.
Fabric-reinforced accordion bellows covers – Made of polyester or fiberglass cloth coated with PVC, polyurethane, or silicone. Advantages: high tear strength, wide temperature range (-30°C to +120°C), and can be manufactured in large cross-sections (up to 2000 mm wide). Ideal for heavy milling and planer machines. Downside: seams may leak under high-pressure coolant spray (above 10 bar).
Solid elastomer bellows (polyurethane or rubber) – Injection-molded as one piece without seams. Advantages: completely leak-proof, excellent chemical resistance, and smoother surface that sheds chips easily. Disadvantages: limited to smaller cross-sections (typically under 400 mm width) and higher tooling cost for custom shapes. Preferred for grinding machines and lathes with fine abrasives.
For most CNC machining centers, fabric-reinforced TPU coating offers the best balance. The material resists hydrolysis, remains flexible at low temperature, and costs less than solid elastomer for large sizes.
Customization Options: When Standard Sizes Are Not Enough
Many machine rebuilds or retrofit projects require non-rectangular profiles. Common custom features include:
Stepped cross-sections (wider at base, narrower at top) to fit tapered columns.
Cutouts for cable carriers or limit switch actuators passing through the bellows wall.
Zipper closures along one edge for easy installation around existing screw assemblies.
Transparent windows (PVC or TPU) for visual inspection of guideway lubrication.
Reinforced eyelets for hanging or external support cables on vertical axis covers.
Reputable accordion bellows cover suppliers like QUNHUI maintain an in-house pattern shop to produce custom molds or RF welding tools. The lead time for a custom profile is typically 15–25 working days, including a 3D drawing approval step.
Installation Best Practices: Avoiding Common Mounting Errors
Even a high-quality accordion bellows cover will underperform if installed carelessly. Follow these guidelines:
Align flanges parallel: Misalignment beyond 2 mm per meter causes uneven fold compression, leading to side rubbing and premature wear. Use alignment shims during bolting.
Leave 5-10 mm clearance on all sides: The bellows should not touch machine covers, conduits, or sensors. Vibration can cause friction against adjacent parts.
Pre-compress slightly during installation: Mount the bellows at 90% of its fully extended length. This preload ensures the folds do not separate when the axis moves to the end of stroke.
Use rubber gaskets between flanges and machine surfaces: Prevents metal-to-metal vibration transmission and seals against coolant ingress behind the flange.
Check fold orientation: The "V" shape should point toward the direction of chip flow (usually downward or away from the spindle). Reverse orientation traps debris inside folds.
After installation, run the axis at low speed (5 m/min) through full stroke while listening for scraping sounds. Any noise indicates contact; stop immediately and reposition.
Maintenance and Inspection Schedule for Long Life
Unlike metal covers, fabric bellows require periodic checks. Implement a monthly routine:
Inspect folds for accumulated chip clusters. Remove with compressed air or soft brush – never metal tools.
Check for small puncture holes by shining a light inside the bellows in a dark room. Any visible light indicates a breach.
Verify that sealing lips still contact the machine bed. If gaps appear, the bellows may have taken a compression set.
Examine mounting bolts for loosening. Torque to original specification (typically 15–25 N·m for M8 bolts).
When replacing a worn accordion bellows cover, always replace both axis covers (left and right) simultaneously. Mixing a new cover with an old one on parallel guideways leads to uneven chip protection.
Industry-Specific Solutions: Grinding, Heavy Cutting, and Cleanroom
Different production environments demand modified designs:
Grinding machines (abrasive dust): Use smooth polyurethane bellows without fabric texture. Abrasive particles embed into fabric and act like sandpaper. Also, incorporate double sealing lips and a low-pressure air purge (0.5 bar) inside the cover to push dust out.
Heavy-duty milling (cast iron chips): Chips are heavy and sharp. Specify aramid fabric reinforcement (Kevlar) and external steel slats screwed over each fold to deflect impacts. QUNHUI offers a "heavy chip" series with 4 mm thick urethane coating.
Cleanroom and medical part machining: Use static-dissipative PVC or silicone rubber bellows with no shedding fibers. All seams must be heat-sealed, not stitched. The cover material must be certified for low particle generation (ISO Class 5 or better).
Frequently Asked Questions (FAQ)
Q1: How do I calculate the required number of folds for an accordion
bellows cover?
A1: The rule of thumb: extended length divided by
fold pitch (the distance from one fold tip to the next) gives the number of
folds. For example, extended length 800 mm, fold pitch 25 mm → 32 folds.
Compressed length will be fold depth (typically 8–12 mm) × number of folds. The
supplier will adjust the exact geometry. Always provide both extended and
compressed length requirements.
Q2: Can the same accordion bellows cover be used on horizontal and
vertical axes?
A2: Yes, but with modifications. For vertical axes
(e.g., Z-axis on a milling machine), the bellows must support its own weight
without sagging. Include internal wire frames every 100–150 mm and use a stiffer
fabric (e.g., 2 mm thick polyurethane on 1100 dtex polyester). Horizontal axes
can use lighter materials.
Q3: What is the maximum stroke length possible with a single
accordion bellows cover?
A3: Single-piece accordion covers can
handle strokes up to 5000 mm, but beyond 3000 mm, the extended bellows becomes
heavy and may require external support rollers or a telescopic guide frame. For
strokes above 6000 mm, segmented covers (multiple bellows joined end-to-end) are
more reliable.
Q4: How to protect an accordion bellows cover from welding spatter in
automated welding cells?
A4: Standard fabric burns or melts from
spatter. Use silicone-coated fiberglass fabric (rated up to 450°C) or
aluminum-coated protective skirts attached over the bellows. Some manufacturers
apply a removable pyroshield paste. For frequent welding, integrate a
water-cooled copper screen in front of the bellows.
Q5: My current bellows cover leaks coolant through the folds. What
design change stops this?
A5: Leakage occurs either from seam holes
(in stitched products) or from porous fabric. Switch to a welded polyurethane
cover with no threads. Additionally, specify an inner liner – a second layer of
thin TPU film bonded to the inside of each fold. This creates a continuous
barrier. QUNHUI offers a "double-seal" version tested to 1.5 bar water pressure
with zero leakage.
Q6: Are accordion bellows covers repairable, or must I replace the
whole unit?
A6: Small punctures (< 5 mm) can be patched using a
vulcanizing repair kit for rubber bellows or TPU adhesive patches for fabric
types. However, if more than three folds are damaged, or if the mounting flange
has torn, replacement is more cost-effective. Keep one spare cover per machine
type in your inventory.
Making the Right Procurement Decision
Choosing a reliable partner among accordion bellows cover suppliers requires evaluating engineering support, material testing transparency, and customization flexibility. A supplier that provides detailed 2D drawings with fold geometry and material certificates (e.g., RoHS, REACH, UL 94 flammability) demonstrates maturity. For critical applications, request a sample of the proposed fabric for immersion testing in your specific coolant.
QUNHUI maintains a dedicated engineering team that reviews each customer's machine layout and axis dynamic data before quoting. They provide a technical submittal that includes extended and compressed dimensional checks, mounting hole patterns, and a list of compatible replacement seals. This approach reduces the risk of ordering a cover that technically fits but fails under actual cutting conditions.
Ready to protect your machine tool axes with a custom-engineered accordion bellows cover? Contact the QUNHUI industrial protection division. Submit your machine model, stroke length, and environmental parameters using the inquiry form below. A protection engineer will respond within 48 hours with a preliminary fold design and material recommendation.
Send your specifications → or complete the RFQ template on our B2B portal. Free technical consultation and 3D drawing provided for orders with custom cross-sections.